商标印刷机UVLED固化的印刷讲解
日期:2019-06-28 15:55 作者:admin
典型UVLED固化不干胶商标印刷机
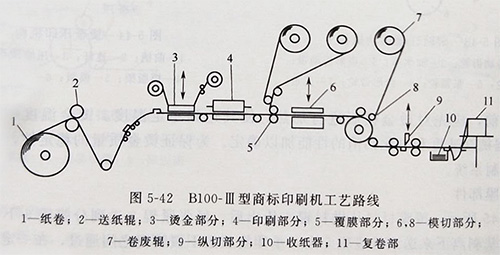
现以圆压平的不干胶商标印刷机为例说明其工作原理,图5-42为不干胶印刷机的工艺路线图,主要包括烫金、印刷、覆膜、模切、收纸等。该机纸张的运行方向与印版滚筒轴线平行,印版安装在滚筒上,卷筒纸下的平台上垫以适当的衬垫材料,当滚筒处于图中位置顺时针转动时,卷筒纸静止,进行一次印刷,当滚筒完成印刷后到达纸带右侧位置时,卷筒纸开始运行二次印刷位置,静止准备接受印刷,这时滚筒又逆时针沿齿条转动,进行二次印刷。如此往返运动,实现单色或多色印刷。圆压平型印刷机的工位安排有各种组合,除进行印刷、烘干、烫金、覆膜、模切等外,还可以在烫金、模切部位进行压痕、压凸凹工艺。圆压平型印刷机滚筒与版台为线接触,压力比较少,油墨容易转移,所以图像再现性好,分辨率可达150~170线/in,装卸版台及调节套印比较方便。缺点是多色套印时误差较大,印刷速度低。
圆压平型印刷机压印中瞬间的接触面较小,压力较大又容易均匀,这有利于实现版面墨层的均匀转移。但由于铝箔不干胶纸质地韧又硬,所以,印版底托的平整度对产品印刷墨色的影响比较敏感。若采用传统的生产工艺,以胶合板充作印版底托,这种底托坚实性差,不耐压,且平整度不好,容易产生压力不均、着色不饱满,使印品墨色出现发花等工艺弊病。所以,印刷铝箔不干胶纸产品,应选用金属性版托,如磁性版台、铝板底座作为印版的底托,金属性的版托平整度较好,抗压强度也高,印刷压力充足又均匀,可以使印品版面墨色饱满,附着牢固,能有效避免印刷不良故障的发生。
1.UVLED固化印刷部件采用圆压平型压印方式,在UVLED固化印版滚筒上安装各色印版,印版滚筒在传动部件的驱动下在导轨上往复旋转,完成印刷过程。
印刷台为平面形平台,并设有衬垫。压印时印版滚筒上的版面与印刷台直接接触完成压印。另外,印刷台两侧设有齿条和平面导轨,通过齿轮与齿条的啮合使印版滚筒在导轨上往复旋转。采用走肩铁形式,滚枕与导轨直接接触。
印版滚筒由滚筒体、传动齿轮、滚枕和轴承等组成。滚筒体表面平整、光洁,具有较高的精度,并在其表面制有格子线,供装版时作为定位标线使用。目前般采用树脂版,用双面胶带将各色印版装在滚筒体上。
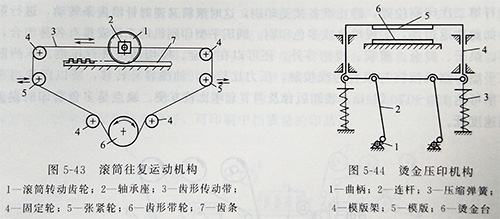
滚筒的轴装于轴承座内,在齿形传动带的驱动下往复运动,以带动印版滚筒实现往复旋转,如图5-43所示。
2.UVLED固化印刷的烫金部件
烫金的给料方法有纵向走箔和横向走箔部件,以合理利用电化铝材料。烫金压印是通过烫金模版的上下运动来实现的,压印机构的工作原理如图5-44所示。两个曲柄同步旋转通过连杆使模版架沿导轨上下运动,与烫金台完成压印。压缩弹簧直接作用在模版架底部在停机时可保证模版处于离压位置,同时还可提高运动的稳定性。
在烫金前,应先对烫金模版进行加热,使其达到稳定温度。烫金温度一般为100~140℃,根据烫金速度和电化铝箔的性能加以确定。为保证烫金质量的稳定性,应设有烫金温度自动控制系统。
3.UVLED固化印刷的覆膜部件
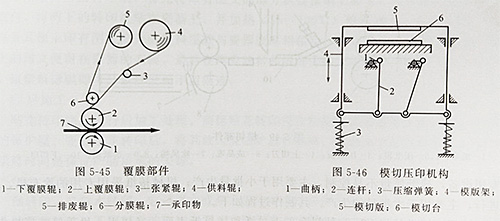
如图5-45所示,覆膜材料从供料辊4传岀后,经张紧辊3送到分膜辊6下方,先将覆膜材料的纸基剥离下来送到排废辊5上,承印物从上下覆膜辊之间通过,在一定压力下把具有一定黏性的薄膜贴附在承印物表面上。为保证覆膜质量,应合理调整覆膜辊之间的压力
4.UVLED固化印刷的模切部件
模切部件是利用模切版的模切刀片将承印物上的标签图形进行半切,使标签部分保留在基材上,经牵引、剥离部件送入下工序加工,而被切除下的废纸边送往排废辊。
模切压印机构的工作原理如图5-46所示,模切版用双面胶带贴在模切版台上。在曲柄的驱动下,带动连杆使模切版沿导轨上下运动,与模切台完成模切过程。压缩弹簧直接作用是在停机时可保证模版处于离
压位置。版台上装有衬垫,可通过改变衬垫厚度来调节模切压力,模切压力也可通过调整模切台的上下位置来实现。
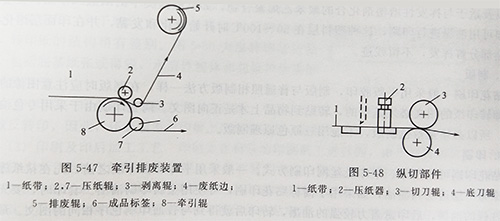
在模切部件后面一般还设有牵引排废部件,主要由牵引与排废两部分组成,如图5-47所示。纸带经模切后从牵引辊与压纸辊中间通过,经剥离辊将纸带分为成品标签和废纸边两部分。成品标签通过压纸辊输出,废纸边由剥离辊导向送往排废辊处复卷。
5.UVLED固化印刷的纵切部件
如图5-48所示,织带从切刀辊与底刀辊中间通过,由压纸器压住织带,依靠底刀辊与切刀辊对滚,由圆形切刀将织带沿其纵向切开,然后输出复卷。
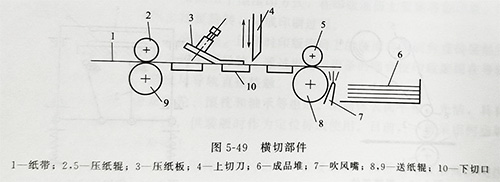
6.UVLED固化印刷的纵切部件
如图5-49所示,纸带从送纸辊和压纸辊之间通过,由压纸板压住纸带,然后由上切刀向下运动与下切口将纸带切断,由送纸辊和压纸辊送到成品堆上,吹风嘴将产品干燥