立体印刷工艺
日期:2019-08-26 16:39 作者:admin
立体印刷工艺
通过立体摄影,在照相底片上获得物体的立体信息,便可制版、印刷,这是立体印刷的主要特点之一。利用柱面透镜法对原搞进行拍摄,要从被拍摄物的多方向进行,由此可采用以下三种摄
影方式,图5-17所示。
圆弧移印法:这种拍摄方式以被摄景物上的某点为圆心,从此点到照相机的距离为半径作圆弧,照相机沿此弧移动,连续或间断地时物体进行拍摄。
平行移动法,用平行移动式照机,对被播物体进行等离拍摄,随着照相机平行移相机总是始终对准被拍摄物体的中间,这和方法不能保证拍摄精曳,只能用于要求不高的场合。
直线摆动法,照相机一边直线移动,一边使其机头技拍物体的中间摆动。这种拍摄方式会产生图像的偏斜,是较为简便的拍摄方法。
在立体摄影中,摄影方法据是否使用生面透可将其分为两种类型。
1.不用柱面透的的摄影方法
与普遮照相机一样,相时不需在光前加挂面镜,采用一边移动照相机一边拍摄的方法,如图5-16所示、然后,冉将各方向的图像过面透镜进行合成制成立体图片队此,各方向的图像是不的单张院片,一般由6~9张组成。这种摄影方式由如下两种形式。
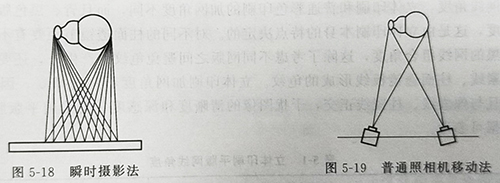
(1)瞬时摄影法。利用带有5个锁头相机进行拍摄,其原理如图518所示,这是对运动的物体进行的方法。拍摄后应进行合成,否则就不能形成立体图片。此外,当讲行合时还可选择不同的放大数行放大。
(2)普通机移动法.在普通照相机上安装电机驱动系统边移动边拍摄的方法,其原理如图5-20.
(3)黑相机平行移动法。使用平行移动式照相机进行接册,照相机镜片操纵盘和彩色犊 属于室内专用的照相设备,不能对运动的物体进行拍 平行移动,并总指向被拍摄物的中间,进行等距离的拍摄。此法拍摄可有良好的效果。因这种照相机的制造比较复杂,其应用范围受到限制,主要在室内拍摄作为专用设备使用。
(4)相机直线摆动法,照相机主体一边沿导直线移动 边使其机头被拍摄物中间摆动,这种方法不仅适于在室内拍摄,也可在外拍摄。
(5)光圈移动达。将上述(2)、(3)所用的照机的可运动部件减少,把被拍摄物限定在摄影室内近的距离之内,使用大口径的片,镜头的光圈可以移动,能拍摄出各个方向的立体图像。
制版与其印方式一样,立体印过程也括分色,如网和等主要工序。
1.分色
用立体摄影的照相底作为压用原,因照相底片为记录有物体立体信息的彩色片,在用分色进行分色可得四张分色片,分色时扫描线数一般在400线/cm以上。
2.加网与晒版
(1)加网线数,使用合适的加网线数,是获得必要的立体信息的重要条件,由于立体图毛需要儿图像合。印王案必规保证各图像的信息不丢失,有足够的信息量,因此保证每一个定滑滑地内每一的是信息量是一个网点,考虑到有加网角度的影响,还应该石当大网点数量,若采月平印,其网线数应在120线/cm以上。
(2)网线角度,立印和告通彩印刷的网角度不同,而且青、黑色版要采用相同的网角,这是出字体日本身的物决的。对不同的柱面透镜节距要有不同的黄、品江L.晋,黑的网合角度,这第了不同网五之门漫免单纹的产生外,还要考虑各网屏角与像、桂直造镜板形的龟。立体印加网角度不宜选择0°,因为横向网线显,且与素线、线止交,T比图像的清度和深盛度,若采用平版胶印,表5小的数可参考。
(3)网方式上网方式有(AM)和调频网(FM)两种方法,由于有光线的作用,使网角度较处理,育如网避开了这一问题,目前很多RIP都以提供调顿网的支持,已经不存在技术上的问题,但实际使用情况和有关资料显示使用葡陵加网效果井不很好,空体感、图橡的整体效都不如传统的调幅加网。
造成频加网效果不理想的主要原天可能是由于辅加的网点位置是随机的,不能很好地保证每一距内的网点数量,如果加大图像的分率或使用较数的光,可能效集有所改善,一般讲,理想的加网方式为合式网。
近几年出现了专门用于桂光立体印刷的网拉术,如3D-R1P等,这种加网方式在网生时严格遵守“在每个光滑距内,从每幅图上获取的各列像素的灰度值应保持其相对独性”的原,了各视图之间的灰度值进行混合运算,从面有效提高了图像的立体感和清。由于该类型网点仍周于聚集态网点分布,继承了幅两点在制版印方面的技术优势。
(4)晒版为了较好地反映图像层次,晒版时建议采用PS版,网版只需晒到8.5成点或9成点,否则印刷时易糊版。在小幅面连晒时,由于曝光光源的温度会引起原稿软片的伸缩变形,造成前后幅的栅距变化,影响印刷套准精度,因此将分色片连制成整张底片进行晒版较好般规格的立体印刷制品,往往经过多面密附进行晒版,为保证原稿上的密附精度,采用专用多面密附制版设备,可提高立体印刷的精度。
(三)印刷与印后加工
1.印刷
立体印刷的套准精度较高,为一般印刷的10倍左右。为保证印品的套准精度,一般采用四色印刷机进行四色套印。印刷应选择表面平滑度较高、伸缩性较小的纸张,对印刷环境的温度和相对湿度应进行严格控制。由于立体印刷晒版时网版只晒到8.5成点或9成点,为了达到9~9.5成点的印刷效果,立体印刷比平面四色印刷实地密度要高。
平版胶印:Y为1.0~1.1,M为1.4~1.5,C为1.5~1.6
立体印刷:Y为1.33~1.35,M为1.31~1.33,C为2.0。
如果三色印墨叠印后接近中性灰,为减少第4次套印带来的误差,就不必再印黑版。
根据印刷要求,可选择不同的版式进行印刷,无论采用哪种版式都应满足以下要求
(1)不影响立体视觉,有良好的立体感;
(2)保证套准精度
(3)可实现大量复制
立体印刷采用平版胶印方式综合性能好,适用于大量印刷。珂罗版印刷在印刷清晰度和立体感方面具有一定优势,但仅用于小批量印刷。
2.印后加工
经印刷的印刷品,虽记录了物体的立体信息,但还没有对其立体信息进行显示,观察这样的印刷品时还不能获得立体视觉,因此,要经过后加工才能完成立体印刷。后加工是将聚氯乙烯薄膜贴附在印刷品表面上,用阴模压制出柱面透镜的工艺过程。根据压制方式不同,后加工主要有如下三种形式。
(1)平压贴合法采用平压机,与柱面透镜成型的同时,将聚氯乙烯薄膜贴附在承印物上的方法,如图5-21所示,加压后随即进行冷却。这种印后加工方法,其柱面透镜阴模的再现性良好
(2)辊式貼合法将卷筒式聚氯乙烯萍膜充分加热.而后让其与承印物重叠,并从冷却阴模与压辊之间通过,如图5-22所示,与柱而透镜成型的同时进行加压贴合。这种柱面透镜成型方法生产效率较高,适用于大批量生产,但与平压贴合法相比,阴模的再现性稍差一些。
(3)后贴法由平压机将柱面透镜成型的硬质聚氯乙烯片用黏合剂贴附在印刷品表面上的方法,即先成型后贴合的方法。这种方法一般用于柱面透镜大而厚的场合,当平压贴合法和辊式贴合法不易实现时可采用这种方法,其成本较高,需用大的压力才能制作出立体印刷品
不论何种复合成型方法,复合时要使光栅柱线和印刷品上相应的线对准。这样光栅版的凹凸面把印刷图像等距离地分隔成无数个像素,并分别映入人的左右眼,使人看到有立体感的图像。